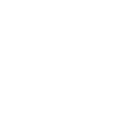

Высокочастотный трансформатор ER35
Вот про ER35 часто думают, что раз сердечник стандартный, то и трансформатор — дело техники. На бумаге да, но когда начинаешь гнать на 100-200 кГц, а то и выше, все эти ?мелочи? вроде скин-эффекта, межвитковой ёмкости и потерь в сердечнике вылезают так, что мама не горюй. Многие, особенно те, кто переходит с низкочастотных схем, недооценивают, насколько здесь всё взаимосвязано: форма обмотки, способ намотки, даже последовательность слоёв. С ER35, при его-то габаритах, это не просто теория — это ежедневная практика.
Сердечник ER35 — не только геометрия
Берёшь в руки этот феррит, кажется, всё известно: размеры, материал, обычно N87 или аналоги. Но вот нюанс, который не в даташите: партия от партии может отличаться по однородности. Бывало, заказываешь у одного поставщика, всё работает, берёшь у другого — потери на нагрев выше, хотя марка та же. Приходится каждый раз на новую партию немного подстраивать расчёты, особенно если дело идёт о серийном производстве. Это не критика, это реальность работы с компонентами.
Именно поэтому мы в своё время стали плотнее работать с АО Цзянсийское Цзижуй Технолоджи. Они не просто продают сердечники, у них на сайте https://www.jxjirui.ru видно, что они в теме — высокочастотные трансформаторы и дроссели это их основной профиль. Когда поставщик сам понимает, для чего продукт, это сразу снимает кучу проблем. Можно обсудить не только цену, но и тонкости технологии, получить образцы под конкретную задачу.
Кстати, о материалах. Для ER35 в мощных импульсных блоках часто гонят на пределе по магнитной индукции. И здесь многие, особенно в погоне за компактностью, закладывают слишком мало запаса. Результат — нагрев сердечника под нагрузкой, да ещё и при повышенной температуре окружающей среды. Приходилось переделывать: брать материал с меньшими потерями при высокой температуре, хоть он и дороже. Дешёвое решение на столе оказывалось дорогим в работе.
Конструкция обмоток — где кроется дьявол
Самый болезненный этап. Теория говорит: используй литцендрат для снижения потерь на скин-эффект. Но попробуй аккуратно намотать несколько жил литцендрата на каркас для ER35, да ещё и с межслойной изоляцией. Производительность падает, стоимость намотки растёт. Пробовали идти другим путём — использовать фольгу. Для вторичных обмоток, где токи большие, это иногда оправдано. Но вот паразитная индуктивность рассеяния... Она может всё испортить, особенно в схемах с жёстким переключением.
Один из наших проектов, где стоял высокочастотный трансформатор на основе ER35 для сварочного инвертора, как раз споткнулся об это. Первый прототип грелся, КПД был ниже расчётного. Разобрали — видно, что плотность укладки провода в слоях неравномерная, где-то воздушные зазоры. Перешли на комбинированную намотку: первичка — литцендрат, но специально скрученный под нашу частоту, вторичка — медленная лента, намотанная строго виток к витку с использованием специального станка. Плюс между слоями — изоляция не просто скотч, а материал с чётко определённой и стабильной диэлектрической проницаемостью. После доработки параметры вышли на норму.
Здесь опять же, сотрудничество с производителями, которые сами делают трансформаторы, даёт преимущество. Глядя на ассортимент АО Цзянсийское Цзижуй Технолоджи, видно, что они предлагают готовые решения для разных задач. Иногда, для некритичных серий, проще и надёжнее взять уже отработанную их конструкцию, чем изобретать велосипед и проходить все грабли самостоятельно.
Тепловой режим и монтаж
ER35, особенно в металлическом кожухе, кажется, должен хорошо отдавать тепло. Но на практике, если он плотно залит компаундом и вклеен в плату, точка перегрева часто оказывается в центре, у керна. Замеры термопарой показывали разницу в 15-20 градусов между поверхностью трансформатора и внутренней областью обмоток при длительной работе на полной мощности. Это критично для ресурса.
Пришлось пересматривать подход к креплению и заливке. Стали оставлять небольшие воздушные каналы, использовать теплопроводящие, но не жёсткие компаунды. В одном из промышленных источников питания даже применили принудительное обдувание узкого зазора между трансформатором и радиатором силовых ключей. Это, конечно, усложнило конструкцию, но позволило уложиться в требования по температурному классу.
Важный момент, который часто упускают из виду на этапе компоновки — влияние соседних компонентов. Силовые дроссели или даже шины с большим током, расположенные вплотную к ER35, могут вызывать дополнительные наводки и локальный нагрев. Приходится на макете буквально ?щупать? работу схемы тепловизором и перемещать элементы, что отнимает время. Лучше сразу закладывать на плате побольше места вокруг такого трансформатора.
Измерения и отладка — без иллюзий
Осциллограф с токовыми клещами и дифференциальными пробниками — обязательный минимум. Но даже с хорошим оборудованием можно увидеть не всё. Например, выбросы напряжения на фронтах из-за резонансных явлений в обмотках. Они могут быть кратковременными, но именно они ?съедают? ключи. Мы долго не могли понять причину периодических отказов одного модуля, пока не подключили пробник с полосой значительно выше рабочей частоты и не увидели эти артефакты.
Помогло изменение конструкции: не просто намотка ?виток к витку?, а разбивка обмоток на секции и их чередование для снижения индуктивности рассеяния. Для ER35 это означает более сложный каркас, но результат того стоит. После доработки форма сигнала стала значительно чище, а надёжность возросла на порядок.
Ещё один практический совет: всегда имейте запасные трансформаторы, намотанные с небольшими отклонениями — на полвитка больше/меньше, с другим типом изоляции. На стенде это иногда позволяет быстро проверить гипотезу и найти оптимальное решение, не дожидаясь новой партии с производства. Такой ?инструментарий? экономит недели отладки.
Взгляд в сторону готовых решений и кооперации
Не всегда есть смысл делать всё с нуля. Когда сроки горят, а квалификация команды в силовой электронике неглубока, разумнее обратиться к специалистам. Вот смотришь на сайт jxjirui.ru и видишь, что АО Цзянсийское Цзижуй Технолоджи позиционирует себя именно как производитель высокочастотных компонентов. Для серийного изделия иногда правильнее передать им спецификации и получить готовый, отлаженный трансформатор ER35, чем пытаться наладить собственное, зачастую кустарное, производство.
Мы так поступили с одним заказом на партию источников питания для светотехники. Разработали схему, посчитали параметры, а изготовление и тестирование трансформаторов отдали на сторону. Сэкономили время, а главное — получили стабильное качество от партии к партии, потому что у профи есть и соответствующее оборудование для намотки, и вакуумной пропитки, и полного цикла испытаний.
В итоге, работа с ER35 — это постоянный баланс между теорией, практикой, стоимостью и надёжностью. Нет одного идеального рецепта. Есть понимание физических процессов, внимательность к деталям и готовность переделывать, если что-то пошло не так. И здорово, когда на рынке есть поставщики вроде упомянутой компании, которые говорят с тобой на одном техническом языке и могут быть не просто продавцом, а партнёром в решении сложной задачи. Это сильно меняет процесс разработки в лучшую сторону.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты


Связанный поиск
Связанный поиск- Высокочастотный трансформатор ER2834
- Трансформатор управления EE16
- Высокочастотный трансформатор EPC25
- импульсный трансформатор 5 вольт
- Высокочастотный трансформатор PQ3230
- индуктивность синфазного дросселя
- Высокочастотный трансформатор RM6
- 24 импульсный трансформатор
- работа синфазного дросселя
- Высокочастотный трансформатор ETD3435



