
изготовление импульсных трансформаторов
Когда слышишь ?изготовление импульсных трансформаторов?, многие сразу думают о намотке, подборе феррита, расчете витков. Это, конечно, основа, но настоящая головная боль начинается там, где её не ждут — в мелочах, которые в спецификациях часто упускают. Сам работал с разными заказами, от простых блоков питания до сложных инверторов, и могу сказать: если не учитывать паразитные параметры, температурный дрейф и технологичность сборки, даже идеально рассчитанный по формулам трансформатор в серии может вести себя непредсказуемо.
Ошибки в проектировании, которые дорого обходятся
Начну с классики: многие инженеры, особенно начинающие, слишком полагаются на программное моделирование. Симулятор покажет КПД, форму тока, но не расскажет, как поведёт себя изоляция провода при длительном нагреве до 90°C в закрытом корпусе. Был у нас случай — заказ на партию трансформаторов для сварочных инверторов. По модели всё сходилось, но в поле, при пиковых нагрузках, начались пробои между слоями. Оказалось, что при намотке ?внавал? края обмотки на острых углах каркаса слегка повреждали лаковую изоляцию, а при вибрации и нагреве это усугублялось. Пришлось переходить на каркасы со скруглёнными рёбрами и строгий контроль натяжения провода. Мелочь? На бумаге — да. А в партии в 5000 штук — это огромные убытки и репутационные риски.
Ещё один момент — выбор материала сердечника. Не всякий феррит, даже с подходящей магнитной проницаемостью, хорошо работает на высоких частотах (выше 100 кГц). Тут важно смотреть не только на данные из даташита, но и на реальные потери при разных температурах. Работали как-то с материалом N87 — вроде бы ходовой. Но в конкретной схеме с жестким переключением (hard switching) потери на перемагничивание оказались выше ожидаемых, пришлось экспериментировать с формой импульса и демпфирующими цепями. Иногда проще изначально взять материал с чуть более низкой проницаемостью, но с лучшими высокочастотными характеристиками, например, N49 или даже специализированные составы для мощных импульсных устройств.
И, конечно, межобмоточная изоляция. Тут не только про электрическую прочность, но и про теплопередачу. Толстый слой изоляционной ленты или скотча — надёжно, но ухудшает отвод тепла от внутренних слоёв к сердечнику или корпусу. В одном из проектов для изготовления импульсных трансформаторов медицинского назначения пришлось искать компромисс: использовать тонкую, но термостойкую плёнку (типа Kapton) в несколько слоёв с перекрытием, плюс обязательная пропитка лаком после намотки для устранения воздушных зазоров. Это удорожает процесс, но для надёжности — необходимо.
Технология намотки: ручная vs автоматическая
Много споров о том, что лучше — ручная намотка или автоматическая. Для мелких серий, прототипов, конечно, ручная. Но тут кроется ловушка: даже опытный намотчик может допустить вариации в натяжении провода или укладке витков. А это влияет на индуктивность рассеяния и паразитную ёмкость. Для высокочастотных трансформаторов, где эти параметры критичны, такая вариативность недопустима. Поэтому, когда речь идёт о стабильных характеристиках в серии, без хорошего автоматического или полуавтоматического намоточного станка не обойтись. Особенно если используется литцендрат (многожильный провод) для снижения скин-эффекта — его вручную ровно уложить очень сложно.
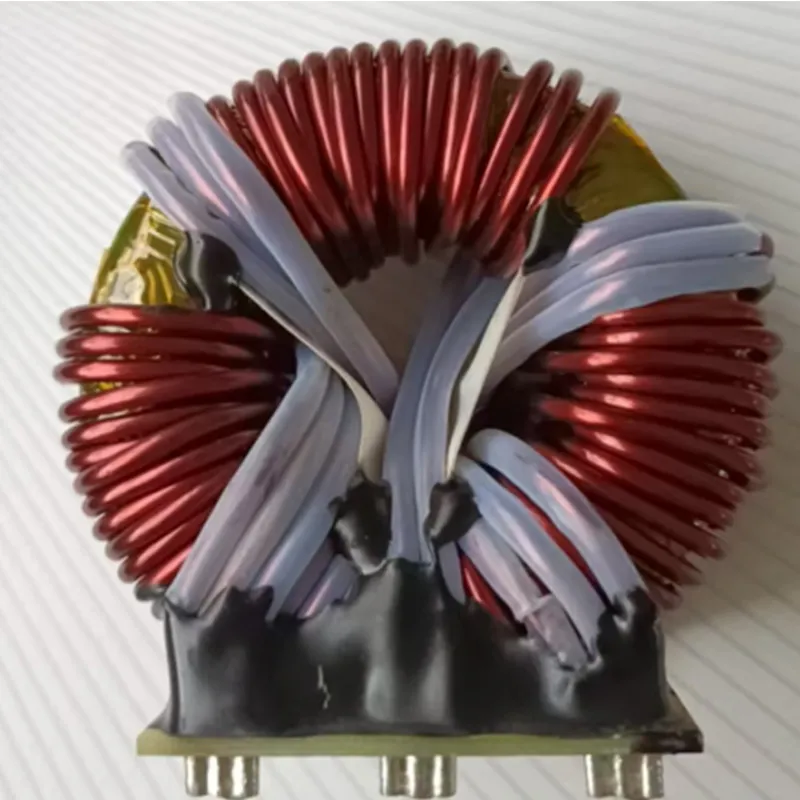
Автоматика — это не панацея. Программирование станка под конкретный каркас и схему намотки — отдельная задача. Неправильно заданный алгоритм движения может перегибать провод или создавать излишнее давление на уже намотанные слои. Помню, как настраивали станок для намотки тороидальных сердечников для одного заказа. Пришлось делать несколько пробных образцов, замерять паразитные параметры на анализаторе импеданса, и только потом запускать серию. Время на настройку ушло прилично, но зато вся партия вышла с отклонениями в индуктивности не более ±3%.
Что касается компаний, которые занимаются этим профессионально, то они обычно имеют парк разного оборудования. Вот, к примеру, на сайте АО Цзянсийское Цзижуй Технолоджи (https://www.jxjirui.ru) указано, что их основная продукция включает высокочастотные и низкочастотные трансформаторы. Это намекает на то, что они, скорее всего, покрывают оба сегмента — и для относительно низких частот (десятки кГц), где требования к намотке чуть мягче, и для высокочастотных применений (сотни кГц и выше), где уже нужна особая точность. Такая широта ассортимента обычно говорит о наличии и ручных линий для мелких/нестандартных заказов, и автоматизированных — для серийного изготовления импульсных трансформаторов.
Контроль качества: что часто упускают
После намотки и сборки обязательны испытания. Стандартный набор: проверка электрической прочности (Hi-Pot test), замер индуктивности и сопротивления обмоток. Но этого мало. Для импульсных трансформаторов крайне желательно снимать осциллограммы тока и напряжения в реальной или максимально приближённой к реальной схеме. Почему? Потому что паразитные колебания, выбросы напряжения на фронтах — это то, что может ?убить? ключевой транзистор в устройстве заказчика. Был печальный опыт: отгрузили партию, вроде все параметры в норме. А у клиента в схеме с некорректно рассчитанным снаббером эти выбросы превысили допустимое напряжение сток-исток MOSFET'ов. Виноваты, конечно, в итоге оба — мы не предоставили достаточно данных о поведении трансформатора при быстрых переключениях, а они не запросили.
Сейчас мы для ответственных заказов обязательно делаем тестовый отчёт, куда включаем не только статические параметры, но и осциллограммы при разных нагрузках, данные по тепловому режиму (снимаем тепловизором после часовой работы под нагрузкой). Это добавляет работы, но резко снижает количество претензий. Особенно это важно для изделий, которые будут работать в жёстких условиях — в промышленном оборудовании, на транспорте.
Ещё один нюанс контроля — проверка на микротрещины в изоляции после пропитки и сушки. Иногда из-за внутренних напряжений или неидеальной подготовки поверхности могут появиться микроскопические дефекты. Они могут не проявиться при стандартном напряжении пробоя, но станут очагом для развития частичных разрядов (PD) при длительной работе на высоком напряжении. Для высоковольтных импульсных трансформаторов это смертельно. Тут нужен специальный тестер частичных разрядов, оборудование дорогое, но для некоторых классов продукции — обязательное.
Взаимодействие с заказчиком: спецификация — это всё
Самая частая причина проблем — неполная или нечёткая техническая спецификация (ТЗ). Заказчик пишет: ?нужен импульсный трансформатор для обратноходового преобразователя, вход 300В, выход 12В, мощность 50Вт?. Этого катастрофически мало. Нужны детали: рабочая частота, максимальная скважность, допустимая температура перегрева обмотки, требования по изоляции (базовая, усиленная, двойная?), наличие постоянной составляющей тока подмагничивания, условия охлаждения (естественная конвекция, обдув?), требования по ЭМС (дополнительный экранирующий слой?), тип монтажа (выводы, планки, разъём?).
Без этих данных конструктор вынужден либо делать предположения, либо закладывать максимальные запасы, что ведёт к перерасходу материалов и увеличению габаритов и стоимости. Или наоборот — делает ?впритык?, а потом изделие не проходит по тепловому режиму. Идеальный вариант — когда заказчик предоставляет не только электрическую схему, но и эскиз посадочного места, информацию о соседних компонентах (источники тепла). Это позволяет оптимизировать конструкцию. К сожалению, так бывает нечасто.
Компании, которые давно на рынке, как та же АО Цзянсийское Цзижуй Технолоджи, обычно имеют подробные опросные листы для заказчиков. Это не бюрократия, а способ избежать ошибок. Их изготовление импульсных трансформаторов, судя по описанию продукции, охватывает и высокочастотные, и низкочастотные модели, а значит, они наверняка сталкивались с разными нюансами и понимают важность детальной спецификации. В их случае, вероятно, есть готовые типовые решения, которые можно адаптировать под конкретные нужды, что ускоряет процесс и снижает риски.
Материалы и доступность компонентов
Ситуация с поставками материалов в последние годы — отдельный вызов. Казалось бы, ферритовые сердечники — commodity продукт. Но когда нужна конкретная марка от конкретного производителя (Epcos/TDK, Ferroxcube, Magnetics Inc.), а её нет на складе, начинаются муки. Замена на аналог от другого бренда — это не просто замена детали. Это новые данные по кривым намагничивания, температурным зависимостям, потерям. Приходится пересчитывать конструкцию, делать новые образцы, тестировать. Всё это время и деньги.
То же самое с эмаль-проводом. Разные производители — разная толщина лаковой изоляции при одном и том же номинальном диаметре. Разница в микрон, но при плотной намотке это может привести к тому, что обмотка не влезет в окно сердечника. Или наоборот — будет болтаться, ухудшая теплопередачу. Поэтому мы давно ведём свою базу данных по реальным диаметрам провода с изоляцией от разных поставщиков. И при смене поставщика обязательно перепроверяем.
Пропиточные лаки и компаунды — тоже история. Нужно учитывать не только электрическую и теплопроводность, но и термоциклическую стойкость, химическую совместимость с материалами каркаса и изоляции. Неправильно подобранный компаунд может со временем пожелтеть, потрескаться или даже растворить клей, фиксирующий сердечник. Опытным путём пришли к использованию силиконовых компаундов для большинства применений — они гибкие и хорошо переносят перепады температур, хоть и дороже эпоксидных.
В итоге, возвращаясь к теме изготовления импульсных трансформаторов, хочется сказать, что это ремесло, где теория и практика идут рука об руку. Нельзя слепо доверять расчётам, нельзя игнорировать технологические ограничения. Успех — это всегда компромисс между электрическими параметрами, надёжностью, технологичностью и стоимостью. И чем теснее диалог между разработчиком схемы и производителем трансформатора, тем удачнее и долговечнее получится конечное изделие. А компании, которые могут предложить не просто намотку по чертежу, но и инженерную поддержку на этапе проектирования, как, вероятно, делает АО Цзянсийское Цзижуй Технолоджи, в конечном счёте оказываются в выигрыше, создавая продукт, который действительно работает в реальных условиях.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты




Связанный поиск
Связанный поиск- устройство импульсного трансформатора
- Высокочастотный трансформатор POT
- импульсный трансформатор на 1000 ампер
- как собрать импульсный трансформатор
- индуктивность синфазного дросселя
- дифференциальные силовые дроссели для dc dc
- Высокочастотный трансформатор EE30
- для чего нужен импульсный трансформатор
- Высокочастотный трансформатор RM10
- импульсный трансформатор мощность



