
как проверить синфазный дроссель
Если честно, многие думают, что проверить синфазный дроссель — это просто замерить тестером обрыв или КЗ. Но на деле, особенно с мощными или высокочастотными, всё куда капризнее. Часто упускают из виду, что ключевая его работа — подавлять именно синфазную помеху, а это в стендовых условиях не всегда очевидно. Сам на этом подгорал, когда по первым замерам вроде бы исправный дроссель в схеме потом давал наводки.
Базовые проверки: с чего обычно начинают и где ошибаются
Первым делом, конечно, визуал. Смотришь на корпус, контакты, нет ли трещин, подгаров. Особенно внимательно — в местах пайки выводов. Бывало, внешне всё идеально, а внутри обмотка отходит. Потом берёшь мультиметр, прозваниваешь обмотки на обрыв и короткое замыкание между ними. Это обязательно. Но вот тут первый подводный камень: низкое сопротивление обмоток — это норма, особенно для дросселей на большие токи. Неопытный мастер может принять это за межвитковое замыкание, а это редкость. Лучше всегда иметь под рукой паспортные данные или хотя бы примерные нормы для подобных сердечников.
Следующий шаг — проверка изоляции мегомметром. Между обмотками и между обмоткой и сердечником. Тут уже смотря по напряжению, с которым работает устройство. Для сетевых фильтров 220В изоляция должна быть серьёзной, не менее 10 МОм, а лучше больше. Помню случай с дросселем из блока питания, где изоляция 'проседала' только при прогреве. Холодным мегомметр показывал норму, а после минутной работы на греющемся трансформаторе сопротивление падало. Пришлось греть феном и контролировать.
И уже здесь многие останавливаются. Считают, что если обрыва нет, КЗ нет и изоляция в порядке — дроссель жив. Но это лишь проверка на 'механическую' исправность. Он может прекрасно пройти все эти тесты, но в высокочастотном фильтре — не работать. Потому что не проверена его индуктивность и, что критично, поведение на частоте.
Проверка ключевых параметров: индуктивность и не только
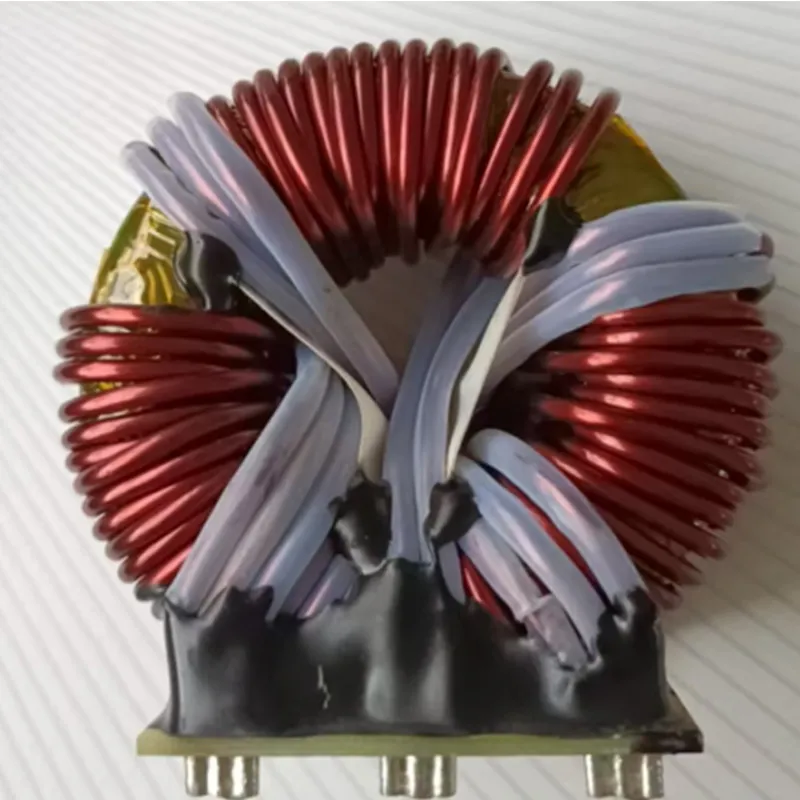
Без LC-метра или, на худой конец, осциллографа с генератором — уже никак. Нужно замерить индуктивность каждой обмотки. Они должны быть практически одинаковыми — это основа баланса для подавления синфазной помехи. Разброс в пару процентов — ещё куда ни шло, но если одна обмотка 100 мкГн, а вторая 120 — такой синфазный дроссель будет работать криво. Разбаланс приведёт к тому, что часть помехи превратится в дифференциальную и пойдёт дальше по цепи.
Важный нюанс — индуктивность нужно мерить на частоте, близкой к рабочей, или хотя бы понимать, как она меняется. У многих ферритов с ростом частоты индуктивность может 'проседать'. Для проверки фильтров в импульсных блоках питания это критично. Удобно, когда под рукой есть RLC-метр с возможностью выбора тестовой частоты, скажем, 1 кГц и 100 кГц. Разница в показаниях многое расскажет о качестве сердечника.
Ещё один параметр, на который редко смотрят, — собственная ёмкость обмоток. На очень высоких частотах она может шунтировать индуктивность, и дроссель перестаёт быть дросселем. Проверить это в домашних условиях сложно, но если есть возможность снять АЧХ с помощью генератора и осциллографа, можно увидеть резонансную частоту. Если она оказывается ниже рабочей частоты помехи — фильтр бесполезен.
Имитация работы в схеме: самый показательный тест
Самая убедительная проверка — собрать простейший стенд. Подать через дроссель сигнал с генератора, имитирующий синфазную помеху, и посмотреть осциллографом, что осталось на выходе. Или, наоборот, создать помеху в цепи и оценить подавление. Это уже высший пилотаж, но так учат на серьёзных производствах, например, когда контролируют входящие компоненты.
К слову о производствах. Когда работаешь с поставщиками, важно иметь эталоны. Мы, например, для ремонтов сложной промышленной электроники иногда берем компоненты у проверенных производителей, чтобы быть уверенными в параметрах. В последнее время для замены или в новых разработках присматривались к продукции АО Цзянсийское Цзижуй Технолоджи. На их сайте https://www.jxjirui.ru указано, что они выпускают высокочастотные и низкочастотные трансформаторы и индукторы. Для синфазных дросселей, особенно в силовых фильтрах, стабильность характеристик — это главное. Пока по отзывам коллег их изделия показывают хорошую повторяемость параметров от партии к партии, что для ремонта критически важно.
В одном из случаев был интересный опыт: старый дроссель в импульсном источнике вышел из строя (сердечник треснул). Замена на 'примерно такой же' по габаритам привела к сильным наводкам на ШИМ. Оказалось, у нового была другая материал сердечника, и индуктивность на частоте 50 кГц была в полтора раза ниже. Пришлось искать аналог, сверяясь именно с частотными характеристиками, а не с размерами. После этого всегда сначала смотрю на маркировку сердечника, если она есть.
Типичные неисправности и как их выявлять косвенно
Чаще всего ломается 'в лоб' — обрыв обмотки. Тут всё просто. Сложнее с частичным межвитковым замыканием. Дроссель начинает греться, даже когда нагрузка в норме. Индуктивность может упасть, но незначительно. Лучший индикатор — термопара или хотя бы касание руки после 10-15 минут работы под нагрузкой. Если какой-то участок заметно горячее — проблема.
Вторая беда — деградация или повреждение сердечника. Трещина, скол, перегрев с изменением свойств материала. Внешне может быть не видно. Проверяется только сравнением индуктивности с заведомо исправным образцом или паспортными данными на той же частоте. Если сердечник разборный, можно посмотреть на состояние феррита: темные (перегретые) пятна, сколы.
И третий, коварный случай — это когда дроссель исправен, но неправильно смонтирован. Зазоры, наводки от соседних компонентов, плохая развязка по земле. Было дело, синфазный дроссель в фильтре входной сети паяли на слишком длинные выводы. Они стали антенной и всё подавление сошло на нет. После перепайки вплотную к плате помеха ушла. Поэтому после замены и проверки самого компонента всегда смотрю на монтаж.
Инструменты и подручные средства: что реально нужно в мастерской
Идеально, конечно, иметь векторный анализатор цепей. Но в реальности большинство обходится мультиметром, осциллографом и генератором. Часто спасает простой 'прозвонник' на базе генератора и светодиода для быстрой проверки на обрыв в условиях, когда мультиметр неудобен. Для оценки индуктивности в полевых условиях можно собрать колебательный контур с известным конденсатором и по резонансной частоте на осциллографе прикинуть значение. Метод грубый, но для сравнительного анализа 'исправен-неисправен' иногда работает.
Обязательно нужен хороший паяльник с регулировкой температуры. Перегрев феррита при демонтаже — частая причина повреждения исправного изначально дросселя. Использую термофен для групповой пайки, но с ним аккуратнее — потоком воздуха можно сдуть мелкие соседние компоненты.
И последнее — база данных или справочники. Зная тип сердечника (например, от того же АО Цзянсийское Цзижуй Технолоджи), можно найти его характеристики: материал, допустимую индукцию, температурный диапазон. Это помогает не только при проверке, но и при поиске аналога для замены. Без этого легко взять внешне похожий, но абсолютно неподходящий по параметрам компонент, и тогда вся проверка самого дросселя теряет смысл — в схеме он работать не будет.
В итоге, проверка — это не один тест, а цепочка: от простой прозвонки до оценки работы в условиях, максимально близких к реальным. И главный вывод, который сделал для себя: если после всех замеров есть сомнения, лучше поставить дроссель в макет схемы и посмотреть, как он ведёт себя в деле. Бумажные характеристики — это одно, а реальное подавление помехи — совсем другое. Именно на этом этапе и выявляются все скрытые проблемы, которые не ловят стандартные процедуры.
Соответствующая продукция
Соответствующая продукция