
ферритовые импульсные трансформаторы
Когда слышишь ?ферритовые импульсные трансформаторы?, многие сразу думают о КПД или габаритах, но на практике ключевое — это поведение сердечника в неидеальных условиях. Часто упускают из виду, как материал ведёт себя при перегрузках по току или как меняются потери при длительной работе на верхней границе частоты. Сам много лет назад думал, что главное — подобрать феррит по каталогу, а оказалось, что партия от партии может гулять, особенно по температуре Кюри.
О материале и его капризах
Возьмём, к примеру, ферриты марки N87 или N49. В документации всё красиво, но когда начинаешь гнать импульсы с крутым фронтом, скажем, в преобразователе для сварочного инвертора, потери на перемагничивание могут выстрелить неожиданно. Особенно если частота задирается выше 100 кГц. Помню случай на тестировании блока питания для телекоммуникаций — расчёт был на 120 кГц, а по факту из-за особенностей ШИМ контроллера реальная частота плавала, и нагрев сердечника оказался на 15% выше ожидаемого. Пришлось пересматривать не только материал, но и конструкцию обмотки.
Здесь важно не просто взять феррит с низкими потерями, а смотреть на стабильность параметров в диапазоне рабочих температур. У некоторых производителей, особенно бюджетных, заявленные характеристики справедливы только при 25°C, а на 80°C проницаемость уже плывёт. Это критично для устройств, которые работают в закрытых корпусах без активного охлаждения.
Ещё один момент — это механическая обработка сердечника. Если магнитопровод составной, скажем, Ш-образный или П-образный, то зазор в стыке даже в несколько микрон может серьёзно повлиять на индуктивность рассеяния. Приходится либо использовать ферриты с заранее нанесённым зазором, либо очень точно контролировать прижим. Сам сталкивался, когда на партии в 500 штук разброс индуктивности достигал 20% из-за неконтролируемой толщины клея в стыке.
Конструктивные тонкости, которые не пишут в учебниках
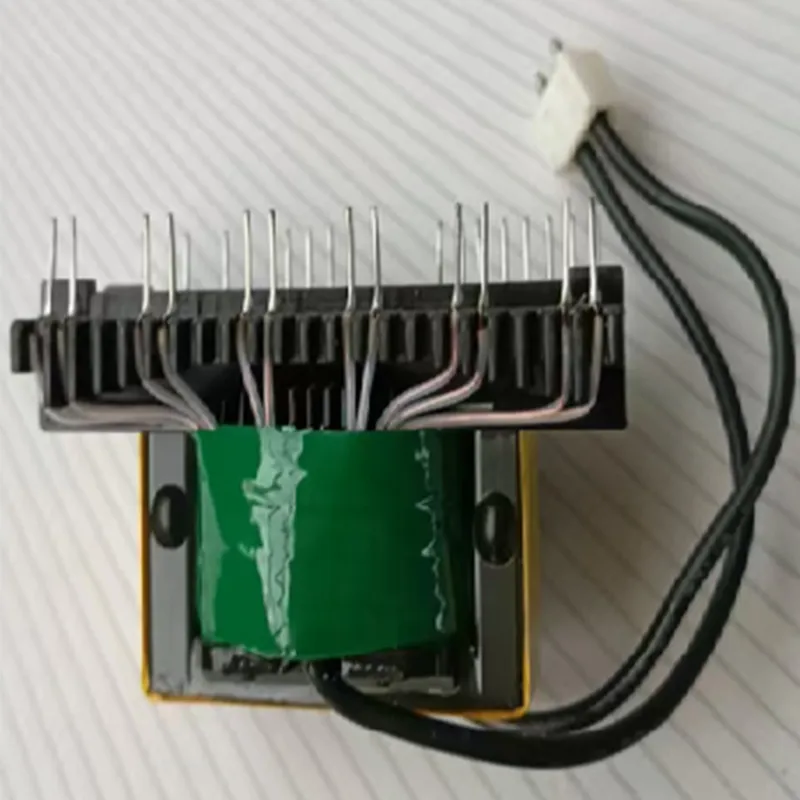
Обмотка — это отдельная история. Многие думают, что достаточно рассчитать сечение провода по току, но при импульсных режимах сказывается скин-эффект. На частотах от 70 кГц медь используется только поверхностным слоем, поэтому часто приходится идти на литцендрат или плоские шины. Особенно это актуально для силовых трансформаторов в источниках питания серверов или промышленных инверторах.
Здесь стоит упомянуть продукцию АО Цзянсийское Цзижуй Технолоджи (сайт https://www.jxjirui.ru). В их ассортименте как раз есть высокочастотные трансформаторы, и по опыту могу сказать, что у них часто применяется именно многожильный провод в обмотках для высокочастотных серий. Это не просто маркетинг — при самостоятельном расчёте и намотке убеждался, что для стабильной работы на 150-200 кГц без этого не обойтись. Основная продукция включает высокочастотные и низкочастотные трансформаторы, индукторы, и в их высокочастотных решениях часто видишь внимание именно к таким деталям.
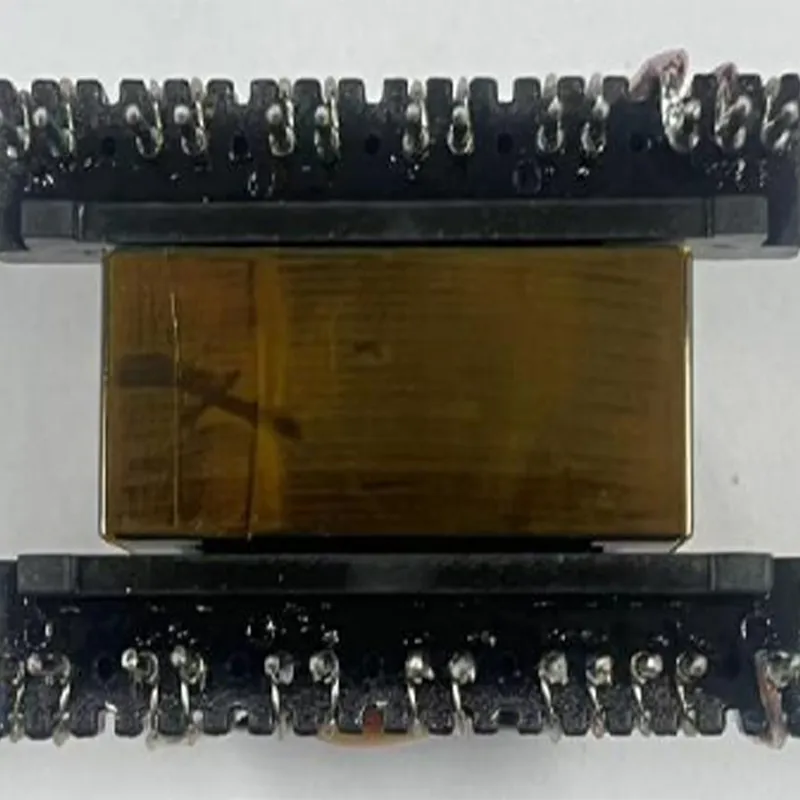
Изоляция — ещё один пункт. Между слоями обмотки и между обмоткой и сердечником. При импульсных напряжениях с высоким du/dt стандартная плёнка может не выдержать. Использовал когда-то каптоновую изоляцию, но она дорогая. В серийных изделиях, как у того же Цзижуй, часто идут на компромисс — комбинируют материалы, чтобы и надёжно, и по цене приемлемо. Вакуумная пропитка лаком тоже обязательный этап, иначе микроразряды со временем убьют изоляцию.
Проблемы согласования и реальные кейсы
Импульсный трансформатор — это не отдельный компонент, он всегда в схеме. И его параметры должны быть жёстко согласованы с ключевыми транзисторами и диодами. Самая частая ошибка — неучёт паразитных ёмкостей обмоток. Они образуют с индуктивностью рассеяния колебательный контур, который может вызывать выбросы напряжения на закрывающемся ключе. Видел как-то сгоревший MOSFET в корректоре коэффициента мощности — причина оказалась в том, что при проектировании трансформатора не заложили достаточный запас по напряжению изоляции между первичной и вторичной обмоткой с учётом этих выбросов.
Ещё один практический момент — это способ намотки. Для уменьшения индуктивности рассеяния и ёмкости часто применяют чередование слоёв первичной и вторичной обмоток. Но это увеличивает сложность и стоимость. В устройствах, где цена критична, иногда идут на раздельные катушки, но тогда надо мириться с большим рассеянием и соответственно более жёсткими требованиями к снабберным цепям.
Был у меня проект по разработке трансформатора для плазменного резака. Там нужна была высокая мощность в импульсе и очень крутой фронт. Сначала попробовали стандартное решение на феррите, но скорость нарастания тока оказалась недостаточной. Пришлось экспериментировать с комбинированными сердечниками — феррит плюс распределённый воздушный зазор. Это помогло частично, но окончательно проблема решилась только после перехода на специальный материал с очень низкой коэрцитивной силой, который, к слову, не так просто найти в поставке мелкими партиями.
Измерения и диагностика в полевых условиях
В теории всё измеряется на стенде, но на производстве или при ремонте часто приходится оценивать трансформатор ?на коленке?. Осциллограф с дифференциальным пробником — основной инструмент. Смотришь форму импульсов на первичке и вторичке. Если фронты завалены или есть затяжные колебания — это явный признак проблем либо с согласованием, либо с параметрами самого трансформатора.
Нагрев — индикатор номер два. Тепловизор или просто термопара. Если греется равномерно весь сердечник — возможно, потери в феррите велики для данной частоты. Если греется конкретное место, особенно в области обмотки — скорее всего, локальные потери из-за плохой пропитки или неравномерности намотки. Однажды пришлось разбирать готовый блок питания из-за перегрева — оказалось, в автоматической намотке один из выводов был с микроскопическим заусенцем, который пробил межслойную изоляцию.
Ещё полезно измерять индуктивность намагничивания и индуктивность рассеяния на разных частотах. Простой LC-метр здесь не всегда подходит, нужен мост. Падение индуктивности намагничивания с ростом частоты или тока подмагничивания говорит о том, что сердечник близок к насыщению в рабочих условиях.
Взгляд на рынок и выбор поставщика
Сейчас на рынке много предложений, от дешёвых универсальных решений до специализированных. Для серийного производства, особенно в ответственных применениях, лучше работать с производителями, которые могут предоставить полные данные по материалам и результаты типовых испытаний. Как, например, АО Цзянсийское Цзижуй Технолоджи, которые указывают не только основные параметры, но и данные по испытаниям на пробой изоляции, термоциклированию. Для инженера это экономит время — не надо всё перепроверять с нуля.
При выборе между стандартным изделием и разработкой под заказ всегда считаю экономику. Если нужна партия от тысячи штук и есть жёсткие требования по габаритам или особым режимам, то заказная разработка оправдана. Если же нужно несколько сотен для ремонта или прототипирования, то часто адаптируешь существующую модель, меняя, например, число витков или способ вывода контактов.
В заключение скажу, что ферритовые импульсные трансформаторы — это всегда компромисс. Компромисс между стоимостью материала, сложностью изготовления, тепловыми режимами и надёжностью. Готовых решений на все случаи нет. Самый ценный опыт — это когда набиваешь шишки на конкретных проектах, запоминаешь, как ведёт себя тот или иной феррит в реальной схеме, а не в даташите. И тогда уже с ходу можешь прикинуть, что в этом новом блоке питания может стать слабым звеном.
Соответствующая продукция
Соответствующая продукция